  
|
|
|  |
| Главная |
| Каталог |
| О компании |
| Оплата и доставка |
| Статьи |
| Контакты |
 | |
|
Тел. в Москве: +7(499) 350-15-22 E-mail: metallostanki@bk.ru Задать вопрос менеджеру: |

|
 | |
| Хиты продаж: |
| Фальцепрокатные станки |
| Фальцеосадочные станки |
| Вальцы |





Наши блоги:
![]()

Установки высококачественной индукционной гибки труб компании «Cojafex»
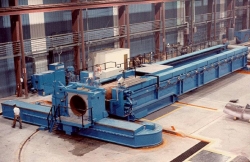
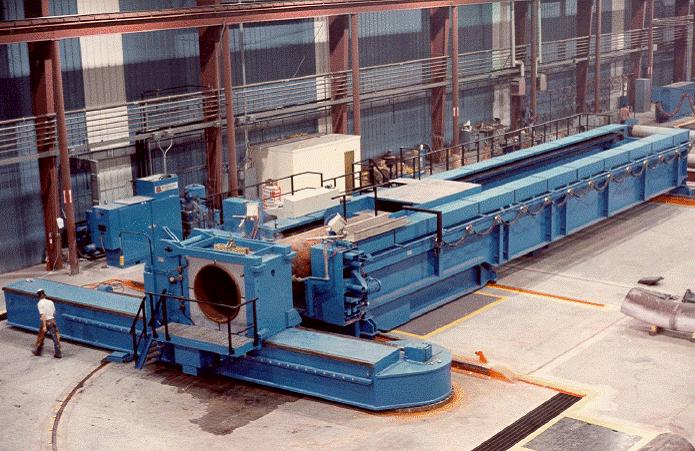
Компания «СOJAFEX B.V.» (Нидерланды) - ведущий мировой производитель оборудования индукционной гибки труб. За более чем тридцатилетнюю историю компания завоевала более 70% мирового рынка в этой области и, практически эксклюзивно, рынки Европы и США.
Предлагаемая «СOJAFEX» технология позволяет выполнять гибку труб различным радиусом, в том числе менее 1,5D в широком диапазоне размеров.
Гибка осуществляется с минимальным утонением стенки в сочетании с малой овальностью. Технология подходит главным образом для сравнительно больших диаметров труб, что применимо в областях тепло- и ядерной энергетики, производства трубопроводов насосных станций, химической и нефтехимической промышленности. Рабочий процесс позволяет работать в широком диапазоне материалов – от углеродистой стали до нержавеющей стали и сплавов со специальными свойствами. Все модели оснащены компьютерным управлением.



Основные преимущества:
- Переменный радиус гибки. Предлагаемая технология позволяет выполнять гибку различными радиусами в пределах одной трубы, в том числе радиусами менее 1,5 D, используя при этом всего один комплект оснастки для одного диаметра труб. Радиус гибки может быть любым (в пределах возможностей установки).
- Гибка может производится с сохранением прямолинейных участков любой длины как перед первым гибом и после последнего гиба, так и между гибами. Это снижает количество сварочных швов в системе и позволяет избежать сварки в критических точках (тангенциальных), чего не удается избежать при использовании колен.
- Установка позволяет выполнить несколько гибов в пределах одной трубы, в том числе в разных плоскостях и с минимальными радиусами, что снижает количество требуемых сварных швов.
- Высокое качество гиба, малое утончение стенки и овальность, по сравнению с гибкой в холодном состоянии.
- Минимальный требуемый набор инструмента (не требуется отдельного гибочного сектора для каждого радиуса, как при холодной гибки).
- Система ЧПУ на базе промышленного компьютера в сочетании с электромеханическим сервоприводом позволяет получать превосходное качество на участке в начале гиба, на всем протяжении гиба и на конечном участке благодаря специальному алгортиму согласованных перемещений индуктора и трубы.
- Точность позиционирования угла гиба и угла поворота трубы – 0.1°, точность продольной подачи трубы – 0.1мм.
- Непрерывное измерение температуры нагретого металла как по внешнему, так и по внутреннему обводу гиба с автоматическим контролем уровня мощности генератора и сохранением температурных диаграмм на жестком диске компьютера с возможностью печати отчета на принтере для каждого гиба позволяет осуществлять постоянный контроль качества.
- Функция перезапуска позволяет продолжить гибку с того же места на котором произошла по каким-либо причинам остановка и догнуть отвод.
Десять стандартных моделей имеют следующие основные характеристики:
Модель |
D min |
D max |
R min |
R max |
S max |
PB 200 R |
50 |
220 |
75 |
610 |
20 |
PB Special |
50 |
426 |
75 |
2032 |
75 |
PB 350 |
100 |
508 |
300 |
2032 |
80 |
PB 600 |
200 |
711 |
400 |
3048 |
100 |
PB 850 |
200 |
813 |
400 |
4500 |
100 |
PB 850 SE |
200 |
914 |
440 |
4572 |
100 |
PB 1000 |
250 |
1016 |
800 |
5100 |
100 |
PB 1200 |
250 |
1220 |
600 |
6400 |
100 |
PB 1400 |
350 |
1422 |
1000 |
10000 |
100 |
PB 1600 |
350 |
1626 |
1200 |
10000 |
100 |
D min - минимальный наружный диаметр в мм.
D max - максимальный наружный диаметр в мм.
R min - минимальный радиус в мм.
R max - максимальный радиус в мм.
S max - максимальная толщина стенки в мм
назад


 |
 |
|
|
|
|