  
|
|
|  |
| Главная |
| Каталог |
| О компании |
| Оплата и доставка |
| Статьи |
| Контакты |
 | |
|
Тел. в Москве: +7(499) 350-15-22 E-mail: metallostanki@bk.ru Задать вопрос менеджеру: |

|
 | |
| Хиты продаж: |
| Фальцепрокатные станки |
| Фальцеосадочные станки |
| Вальцы |





Наши блоги:
![]()

Станок для изготовления водосточного колена (гофроколена водостока) УСГ ПРО (УСГ-В2)

Станок снят с производства с 01.11.2015 г.
Универсальный автоматический станок для изготовления гофроколена УСГ ПРО (УСГ-В2).

В конструкцию станка внесено более тридцати существенных конструктивных изменений, что намного улучшило качество получаемых изделий, надежность станка и простоту в обслуживании.
Особенности производства и комплектации обновленной модели станка УСГ ПРО:
- Все детали станка УСГ ПРО изготавливаются на высокоточных токарных станках с ЧПУ;
- Лазерная резка и гибка корпусных и несущих деталей осуществляется на профессиональном оборудовании ведущего мирового производителя – швейцарской компании TRUMPF;
- Плазменная резка деталей большой толщины производится на станке Baikal с одним из самых мощных источников плазмы Hyperterm.
- Станок для гофроколена комплектуется мотор-редуктором итальянского производства INNOVARI.
Сравнение старой и новой модели станков для гофроколена УСГ ПРО:
|
Старая модель
|
Новая модель
|
|
1. Базовая конструкция станка
|
Базовая конструкция станка
|
|
2. Приводной механизм станка
|
2. Приводной механизм станка
Недостатки: |
|
3. Эргономика станка
|
3. Эргономика станка
|
|
Электрическая часть.
|
Электрическая часть. Была упрощена электрическая схема, из которой удалось исключить такие элементы как диод и конденсатор, при этом сохранив возможность работы в автоматическом и ручном режиме. Это решение позволило нам повысить надежность работы электрической части станка. |




.jpg)

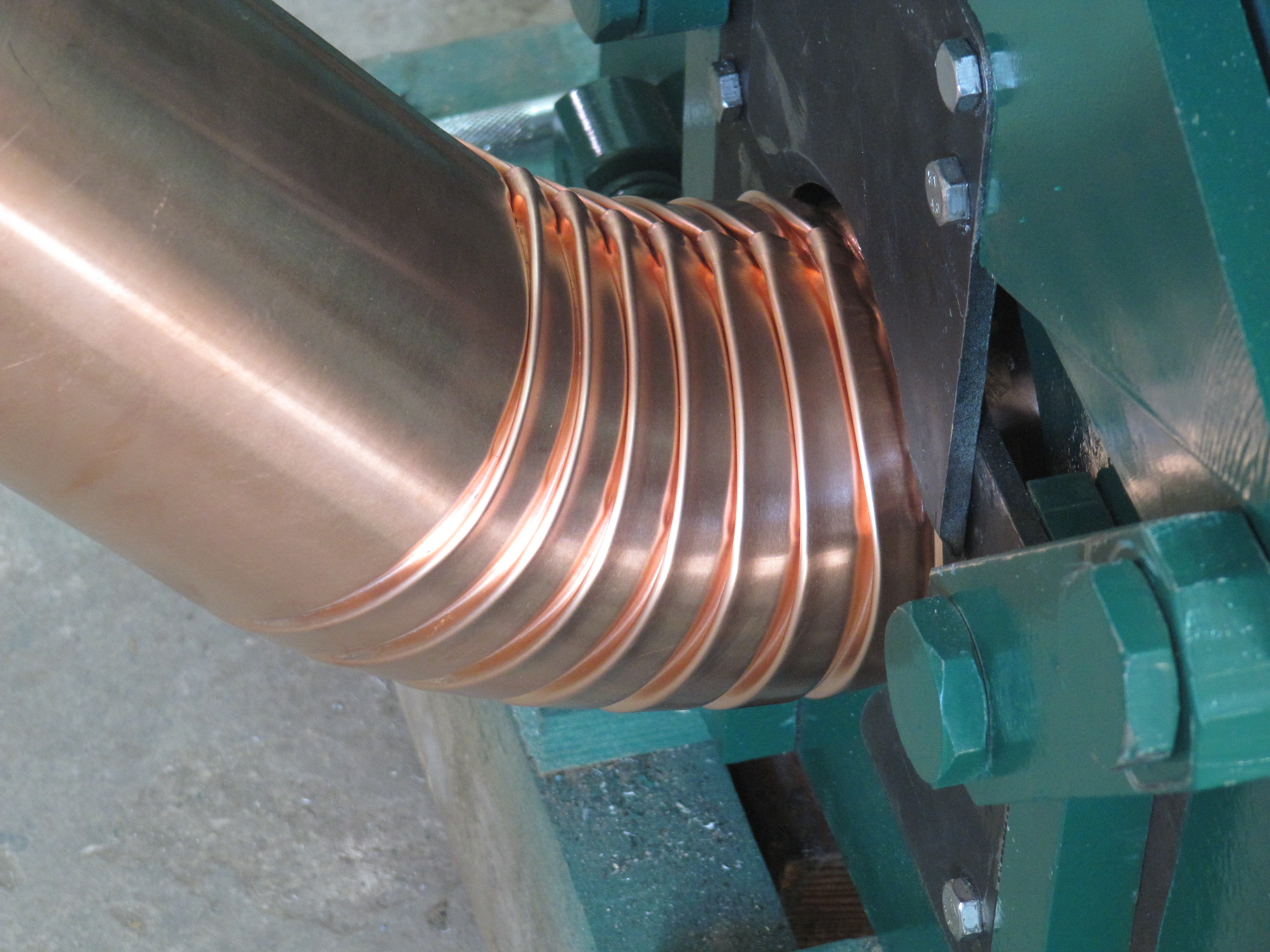
Станок предназначен для изготовления гофроколена на трубах круглого и прямоугольного сечения для производства водостоков водосточных систем различной геометрии и размеров.
Станок для изготовления колена водостока (гофроколенщик) УСГ ПРО (УСГ-В2) является новейшим станком, разработанным КБ группы компаний "Алексис" и запущенным в производство в 2011 году! На коленогибе УСГ ПРО (УСГ-В2) возможно изготовление гофрированного колена водосточной системы различных сечений за счет замены рабочего инструмента.
В отличие от старых моделей аналогичных станков для производства гофрированного колена водосточной системы, представленных на российском рынке, на одном станке УСГ ПРО (УСГ-В2) можно производить широкий ассортимент колен водостоков с различными диаметрами. В станке УСГ ПРО (УСГ-В2) производится смена инструмента для каждого диаметра в течение 2-5 минут. После смены инструмента не требуется никакая дополнительная настройка, ввиду того, что набор инструмента выполнен блочно и станок сразу после установки нового инструмента готов к работе. Это позволяет с помощью одного станка производить широкий ассортимент изделий и, соответственно, снизить затраты на покупку оборудования и уменьшить себестоимость получаемых изделий.
На данном станке можно изготавливать колена (гофроколена) из меди, нержавеющей стали (если даже есть сварной шов), из стали с лакокрасочным покрытием. По своему техническому исполнению станок для изготовления гофроколена является автоматическим.
Получаемое в процессе производства гофроколено (колено) имеет прекрасный декоративный вид. Может использоваться не только в водосточной системе, но и для систем вентиляции.
Характеристики станка для гибки колена (гофроколена):
Труба круглого сечения:
- минимальный диаметр - 70 мм
- максимальный диаметр - 200 мм
В стандартной комплектации 4 оправки до под различные диаметры колена водостока (согласно заказу). На одном станке можно изготавливать как круглые, так и прямоугольные колена!
Труба прямоугольного сечения:
- 80х40 мм
- 80х80 мм
Толщина металла - 0,3-0,7 мм
Время изготовления 1-го колена - 10-15 секунд.
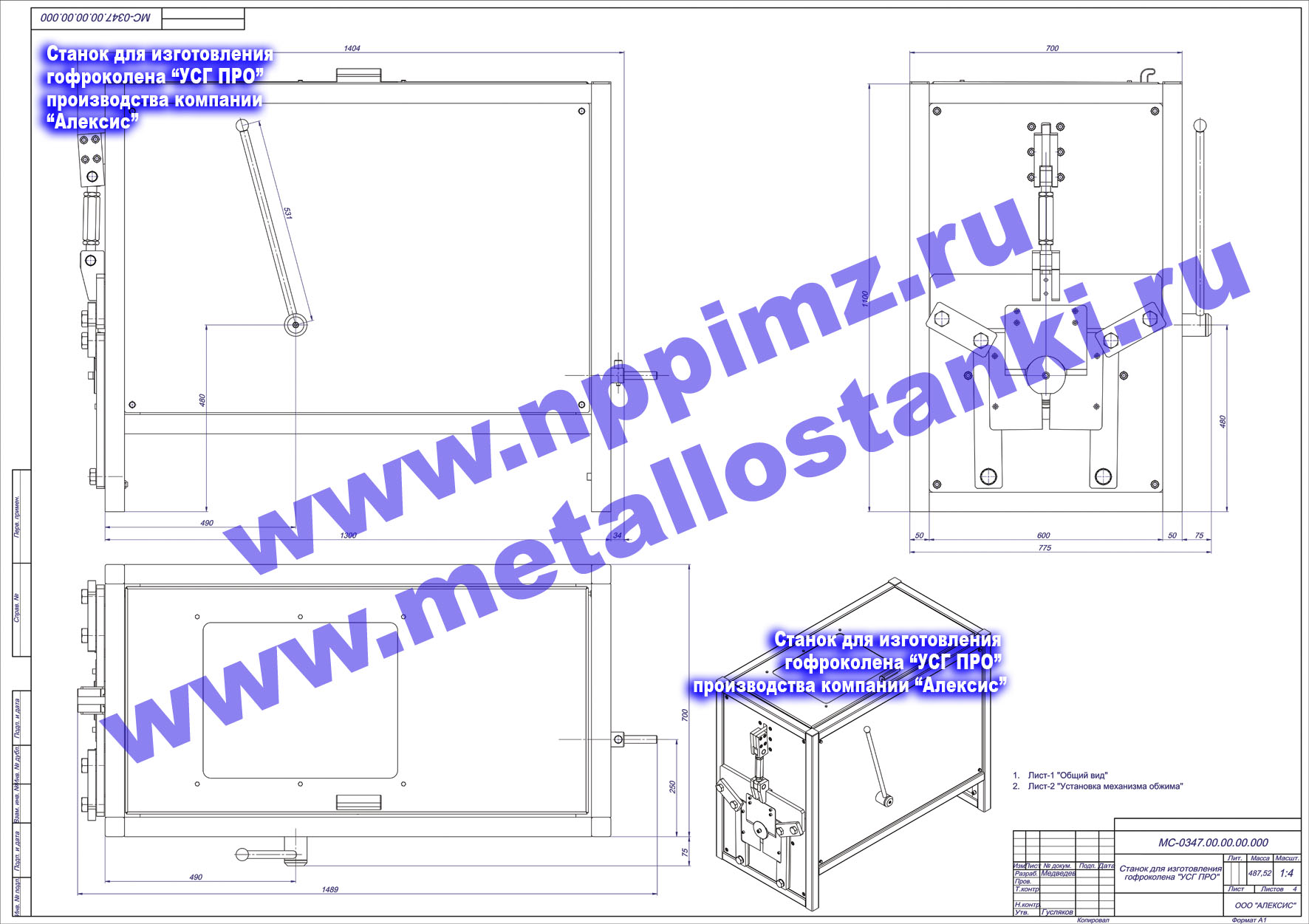
Габариты:
- Длина, мм - 1300
- Ширина, мм - 700
- Высота, мм - 1100
- Вес, кг - 700
Станок для гофроколена УСГ ПРО (УСГ-В2) цена (в комплекте 4 набора инструмента под различные диаметры согласно заказу). На данный момент выпускается единственная универсальная модель для диаметров от 70 мм до 200 мм:
| Модель | Диаметры колен (мин-макс), мм | Цена, с НДС, руб. |
| УСГ ПРО-200 | 70-200 |
Видео работы станка для изготовления гофроколена водостока:
Видео смены оснастки для различных диаметров гофроколена (время на переналадку 2,5 мин):
Гофрированные колена водосточных систем, изготовленные на станке для гибки гофроколена УСГ ПРО (УСГ-В2):
.jpg)


Рекомендуем фальцеосадочные станки собственного производства:
|
|
|
|
Электромеханический
фальцеосадочный станок ФПМ-1300
Диаметр дорна 75, 90 и 110 мм
Цена 110000 руб.
|
Ручной
фальцеосадочный станок ФПР-1300
Диаметр дорна 75 и 90 мм
|

.jpg)
Также рекомендуем ознакомиться с технологией производства и комплектами оборудования для изготовления водостоков:
Станки для производства водостоков (водосточных систем)
назад


 |
 |
|
|
|
|